
Heat sinks for cooling power electronic devices are usually made of aluminium. This metal is the best material in terms of different parameters, such as thermal conductivity, weight, cost, availability on the market, and machinability. There are different techniques and technologies used to “create” an aluminium heat sink; in this paper we will go through a list of solutions, describing their limits and benefits.
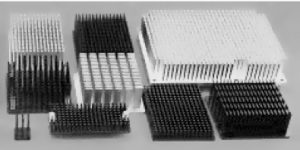
Stamping
Heat sinks are obtained by punching, with dedicated tools, an aluminium coil that moves under a pneumatic press. The dimensions of the part are relatively small (for board-level heat sinks). Fins are created by cutting and bending the coil; some passing holes can be obtained. Tooling costs can be high, and this technique is particularly suitable for high production volumes of standard elements.
Heat sinks can be anodized (some producers use pre-black coils to save process costs) or tin plated. In some items, solderable tags are mechanically joined to the main body.

Forging
Cold forging is a technique for forming material at a temperature that is lower than the material’s recrystallization temperature. This technique is suitable for aluminium and its alloys, due to its minimal resistance to deformation and high plasticity. During the forming process, cold forging allows work hardening (strain hardening) so that the strength and hardness are enhanced. Cold forging has been widely used by heat sink manufacturers in the production of light source heat sinks and LED heat sinks.
An anodization treatment is often added at the end of the process.
Die casting
This is suggested in cases where there are huge amounts of parts, because tooling costs for die is very high, while cost per unit is relatively low. Advantages are related to the freedom of 3D design, but aluminium alloys suitable for casting (e.g. EN AB 46100) have a thermal conductivity lower than extrusion.It is not possible to solder and brazedie casted parts to other aluminium elements.

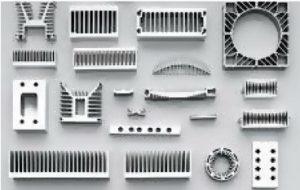
Extrusion
Thisis an industrial process to obtain different sections of aluminium alloys (typ. EN AW6060 – 6063) by applying plastic deformation through a die of a full cylinder of material, pushed by a press. Depending on the dimensions of the press, the ability of the extruder and the smartness of the design, it is possible to create bars of aluminium of very different shapes, which, cut to length, become heat sinks.
Bonding
To create “high fin ratio” heat sinks for application in forced ventilation, pure aluminum fins (cut from foil or coil) can be glued with an epoxy resin into channels obtained in an extruded base. There is not electrical conductivity between base and fins. Because of its poor thermal performance, the bonding technique does not compare favourably against other joining methods, and is therefore going to disappear from the market.

Mechanical assembly
A common method to obtain “hi-fin ratio” heat sinks for forced ventilation application is mechanical assembly. Many producers are on the market, with different techniques: extruded fins pressed with interference joined to a base with slots with top-down action; extruded fins with top and bottom parts of base pressed laterally against each other; and pure aluminium fins positioned top-down on a base where a local deformation is performed in order to “clamp” the fin base.



There are advantages related to the competitive cost of the process, but there is a risk of residual air gaps between joints, which can create barriers to thermal transfer, and cause weakness in terms of mechanical resistance to shock & vibration.
Machining from full block
A simple idea to create “hi-fin ratio” parts is to cut and remove the material from full blocks. In some cases a CNC machine is used, with cutting discs to create gaps. In other applications, material for fins is cut and bent from the base (skiving).
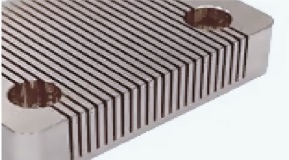
It is possible to achieve complex geometries and provide freedom to the designer, but the cost of the process makes it a difficult solution.
Brazing
The best solution in terms of thermal performance and design flexibility is brazing: pure Al fins can be joined with metallic continuity to the base, in order to create 3D shapes. This configuration is optimized to obtain the maximum performance from fans with low pressure drop, giving strong mechanical resistance and thermal-electrical continuity.
It is very important to have discussions at the technical level with heat sink manufacturers to achieve the best from this technology, saving weight and machining costs, while improving thermal performance.


Click on the picture and download our free e-book
“Four Common Mistakes To Avoid When Selecting a Heat Sink”

